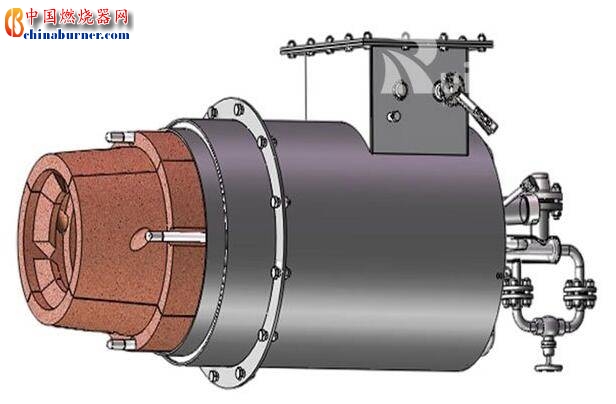
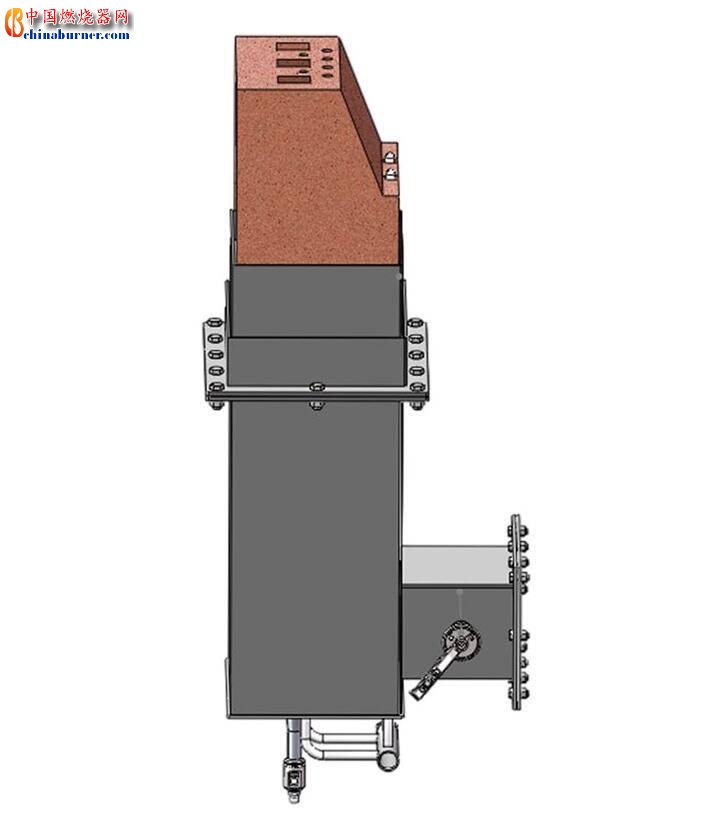
立式炉1200℃焚烧氟氯烃类物质,焚烧后生成HF和HCl及少量氯气。高温烟气经喷淋降温后进入洗涤塔,经酸洗、碱洗,除去烟气中HF、HCl和Cl2,达标排放。
案例1:
中化蓝天霍尼韦尔新材料有限公司 1.2万吨/年HF—245fa(1,1,1,3,3-五氟丙烷)过程废气焚烧处理装置。
2014年投运,连续稳定运行至今,设备长周期运行,环保达标排放。
1200℃焚烧氟氯烃类物质,经喷淋降温后进入洗涤塔,有效除去烟气中有害物达标排放。
案例2:
太仓中化环保化工环保隐患治理项目
2017年进行改造:主要从低氮燃烧器、炉内衬里的优选,不仅解决了废物燃尽率、设备长周期运行,且彻底消除了烟气200-500℃区间的二噁英。
工艺简述:焚烧含99%五氟氯乙烷,炉膛设计>1100℃,原设计高温烟气余热回收产1.7MPa蒸汽。
对于3股以上的不同来源、不同压力组成的废气,通过增压风机或正压输送缓冲稳压后,分别送至焚烧炉前。
核心燃烧技术:采用分级燃烧,多级配风的理念。
案例1:
云南解化清洁能源开发有限公司膨胀气等异味气体治理项目
废气含一氧化碳、甲烷、硫化氢、甲醇等。负压炉热力焚烧处理6股有异味的原料气,余热用废热锅炉副产蒸汽,最后烟气与动力锅炉烟气合并送氨法脱硫进行净化处理。
系统组成:尾气焚烧单元包括燃烧器和焚烧炉,烟气余热回收单元设置为多级余热回收设备,包括中压蒸汽过热器、蒸汽发生器、低温特殊材料耐酸腐蚀换热设备和空气预热器。
技术特点:通过对焚烧炉的多级配风及尾气分流的设计,可满足排放NOx、有机硫的指标要求,同时对余热回收单元的设备结构及材质进行优化,避免低温酸露点腐蚀,保证设备长周期运行。
重油燃烧:为辅助燃烧室、锅炉、加热炉系统提供热量。
其他应用:对于常减压、加氢、苯乙烯等装置:主燃料为重油,通过专门的雾化喷嘴,提供热源。在无脱硝系统的前提下,NOx可做到100mg/Nm3以下,累计业绩200余套。
硫膏焚烧、制酸装置:针对焦化、钢铁行业硫酸铵、液硫等废液。
性能指标:去除率99.9%,NOx≤250 mg/Nm3。
焚烧炉:低氮燃烧设计,合理分配一、二燃烧室,设折流环和花墙,提高炉膛温度均匀度,延长停留时间。
案例1 :
河钢集团有限公司河钢乐亭化工园区EPC总承包制酸单元焚烧项目
1、焚烧系统设计+供货,含废液喷枪;
2、主要成分:硫酸铵、液硫等废液,共6t/h;
3、去除率99.9%,NOx≤250 mg/Nm3。
案例2 :
武汉钢铁有限责任公司焦化公司脱硫膏废液焚烧项目
1、焚烧系统设计+供货,含废液喷枪;
2、主要成分:硫酸铵、液硫等废液,共6t/h;
3、去除率99.9%,NOx≤250 mg/Nm3。
多股废气经水封罐和分液罐后分通道、分区域进入燃烧区域,n股废液经增压缓冲后经多支雾化喷枪均匀喷入炉膛。
核心技术:采用燃料分级、空气多级,多喷枪合理分配、对热负荷进行分散布置、燃烧炉膛设置还原和氧化区等低氮燃烧。
工艺路线:1100℃焚烧炉+余热锅炉(含水保护段)+SNCR&SCR联合脱硝+省煤器+空预器+引风机+烟囱






")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
 第三方监管
第三方监管
 正品保障
正品保障
 好评如潮
好评如潮
 闪电发货
闪电发货
 权威荣誉
权威荣誉















关注 11841累计售出 0